
Гибка металла, некоторые технологии проведения работ
Гибка
металлических заготовок и листового металла, это сложная и достаточно трудозатратная
операция, для её облегчения и упрощения, постоянно происходит поиск новых
технологий и её механизации, а также разработка новых типов оборудования.
Процесс гибки заключается в получении из прямолинейной заготовки – криволинейного
изделия. Существует много способов гибки заготовок, как в холодном, так и в
горячем состоянии. Холодная гибка металла в основном производится на
листогибочных гидравлических прессах, листогибочных вальцах, роликовых гибочных
станках. В горячем состоянии, одним из высокопрогрессивных методов считается
использованный в станках для гибки труб с нагревом высокочастотным током. Ниже
будут рассмотрены отдельные
технологии гибки металлов и металлических заготовок на современном
оборудовании.
Листогибочные вальцы
Данный
вид оборудования, предназначен для гибки только листового металла, отсюда и его
название – листогибочные вальцы. Список применимых материалов достаточно широк,
он лишь ограничивается ломкостью некоторых редких металлов. Конструкция вальцов
имеет довольно простую конструкцию, в неё входят два нижних вала, закрепленных на плите, а также верхнего, подвижного
валка. Относительно заготовки верхний
валок перемещается вверх-вниз, такие манипуляции дают возможность придавать
листу нужный радиус. А для получения конической формы заготовки верхнему валку
придают угол наклона и перемещают до образования конуса.

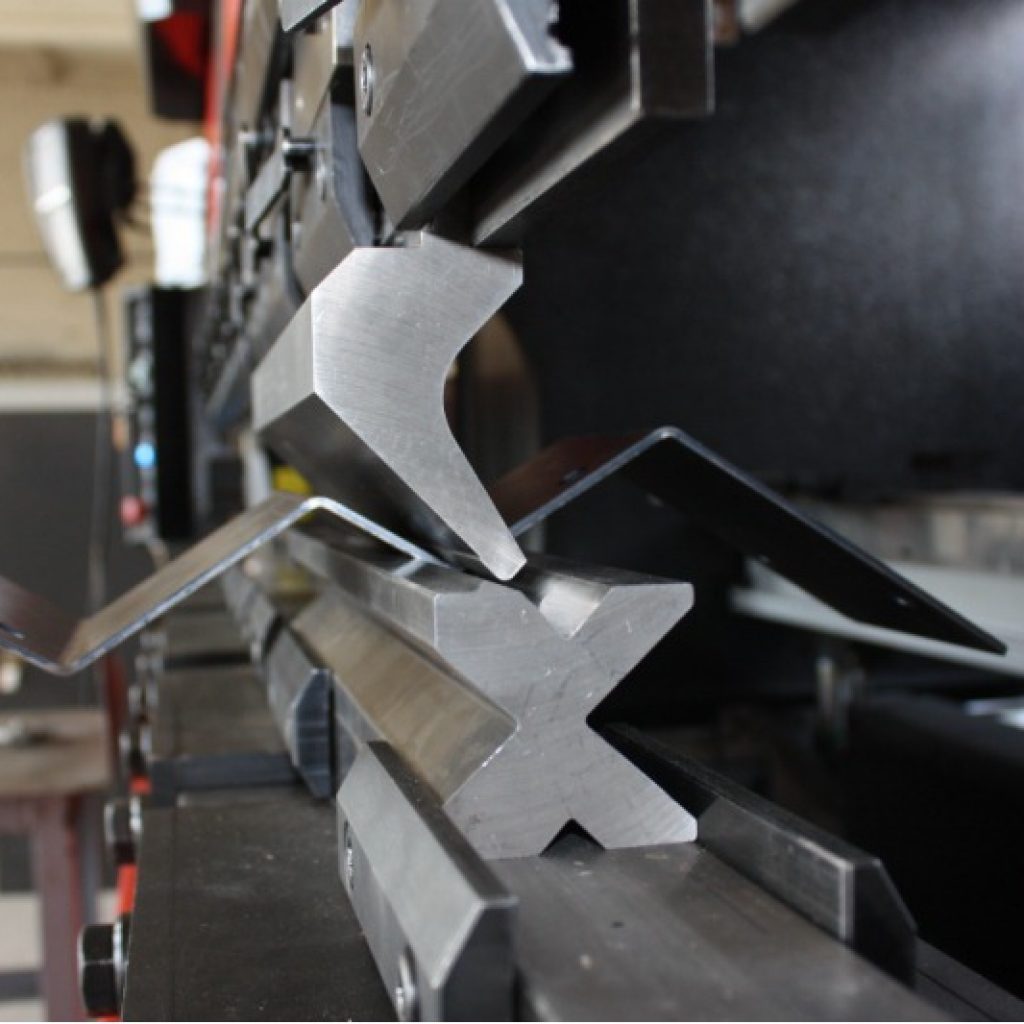
Листогибочные прессы
На
сегодняшний день, на средних и небольших металлообрабатывающих производствах, технология гибки листогибочными
прессами, благодаря своим широчайшим возможностям и универсальности, является самой широко
распространенной. Спектр применения листогибов на них довольно широк, начиная с
гибки кромок и заканчивая гибкой различных профилей под разными углами. Процесс
гибки профилей происходит с помощью пуансона, который смонтирован на раме
ползуна, а также установленной а неподвижную плиту пресса матрицы. Видов
пуансонов несколько и отличаются они по форме и радиусам гибки.
Участвующая
в работе матрица, имеет, в основном, форму угла или прямого паза.
Листогибочные
прессы по праву считаются наиболее универсальным оборудованием для изготовления
изделий из листового металла. Операторы листогибов, имеющие большой опыт могут
не только выполнять быстрое изготовление деталей, но и самостоятельно быстро
перенастраивать станок для изготовления других изделий. Если проанализировать
современные технологии, требуемые для производства изделий из листовой стали,
то оказывается, что самый универсальный метод – это гибка металла на
листогибочных прессах.
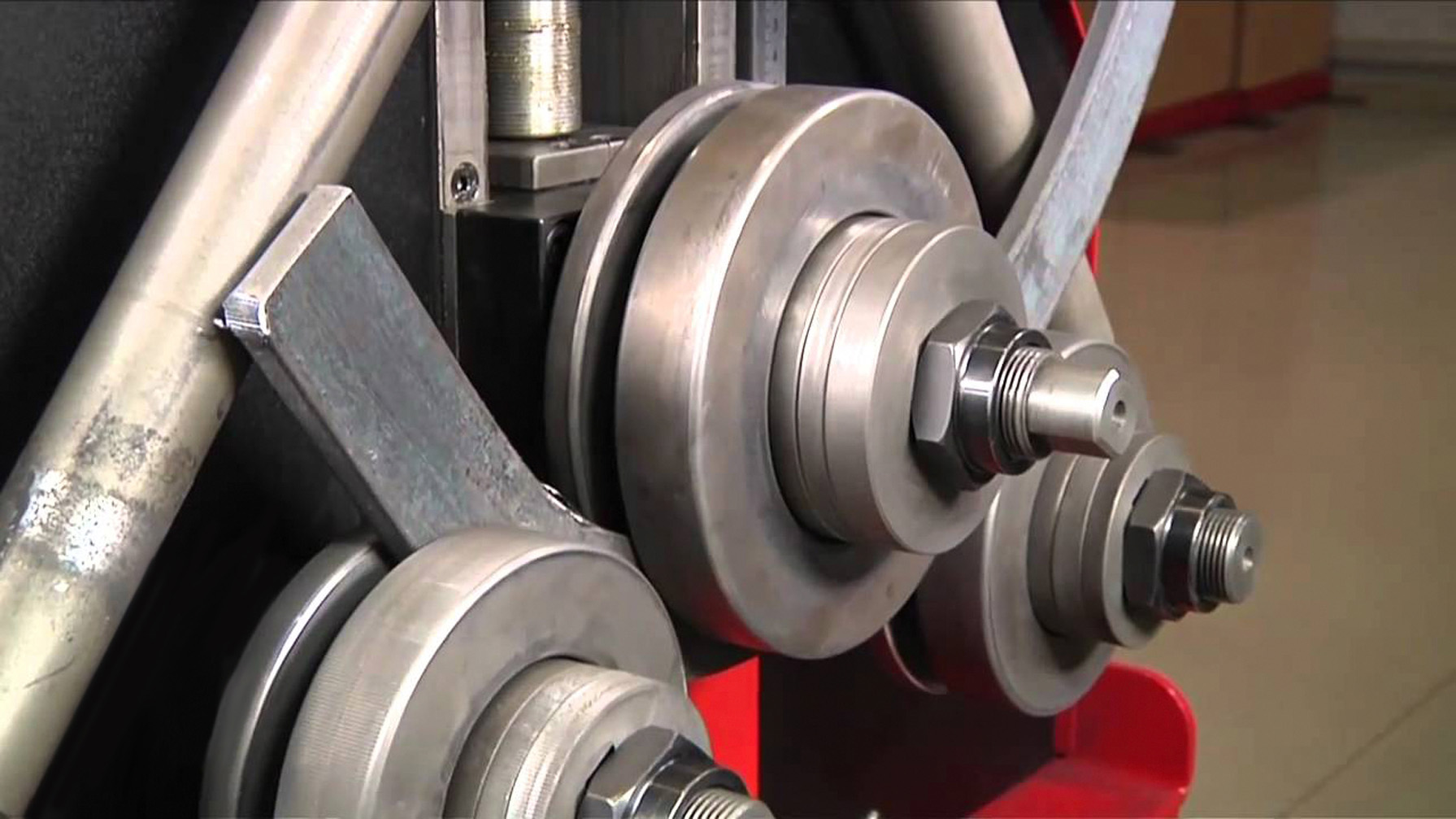
Роликовые гибочные станки
Эти
станки применяются в основном для
гибки различных профилей. Оборудование бывает трёх роликовым и четырех
роликовым. Гибка на них происходит в результате взаимодействия нажимных и
подающих роликов, практически в автоматическом режиме. Оператору достаточно
вначале процесса установить радиус гибки. Трёхроликовые станки имеют довольно
простую конструкцию и используются для изготовления простых профилей. Четырёхроликовые
же используются для гибки сложных профилей, имеющих криволинейную форму. На них
также можно изготовить профиль в форме спиралей и кругов. Такие станки уже
имеют более сложную конструкцию.
Станки гибки труб с нагревом
высокочастотным током
На
станках с высокочастотным нагревом осуществляется, гибка труб диаметром 95 -
300 мм. Конструкционно станок состоит из электрической и механической части. В
электрическую входит высокочастотная
установка нагрева и вспомогательное электрооборудование станка. Установка
нагрева работает за счёт способности тока высокой частоты разогревать
токопроводящие материалы и считается прогрессивным методом. Ближайшего
родственника такой установки можно встретить на наших кухнях, к которым мы уже
привыкли – это микроволновая печь. Правда не пытайтесь в ней разогревать металл
– это опасно как для вас, так и для печи. Механическая часть станка состоит из сварной станины, на которой установлены
каретки для закрепления
труб, направляющих
роликов, нажимного ролика, а также индуктор, осуществляющий индукционный нагрев заготовки и
механизм подачи труб.

Ковка
Ковка,
давно уже известный способ гибки заготовок из металла. Но в наше время он
обычно производится на станках, зачастую имеющих ЧПУ. Данный метод позволяет
получать очень точные готовые детали достаточно большой толщины. Оборудование
для проведения данных операций состоит из пресса для горячей ковки с
установленными на нём специальной матрицы и пуансоном, имеющими водяное
охлаждение. Вторым обязательным элементом является печь для нагрева, чаще всего
используется ток высокой частоты. И промежуточное звено – механизм подачи
разогретых заготовок. Довольно часто используется автоматическая подача. В
результате получаются изделия, у которых отсутствуют механические напряжения в
местах изгибов.
Заказать гибку металлических заготовок и листового металла можно в компании ООО «Станметалломаркет».
